How does CO dilution work and why is it useful?

Some combustion gas analysers include a carbon monoxide (CO) dilution function, especially if they’re designed for use with high-powered systems. This function provides vital protection against the potentially harmful gases emitted by powerful or poorly configured heat-generating machines. Here, we take a deep dive into the what, why and how of CO dilution.
How does CO dilution work?
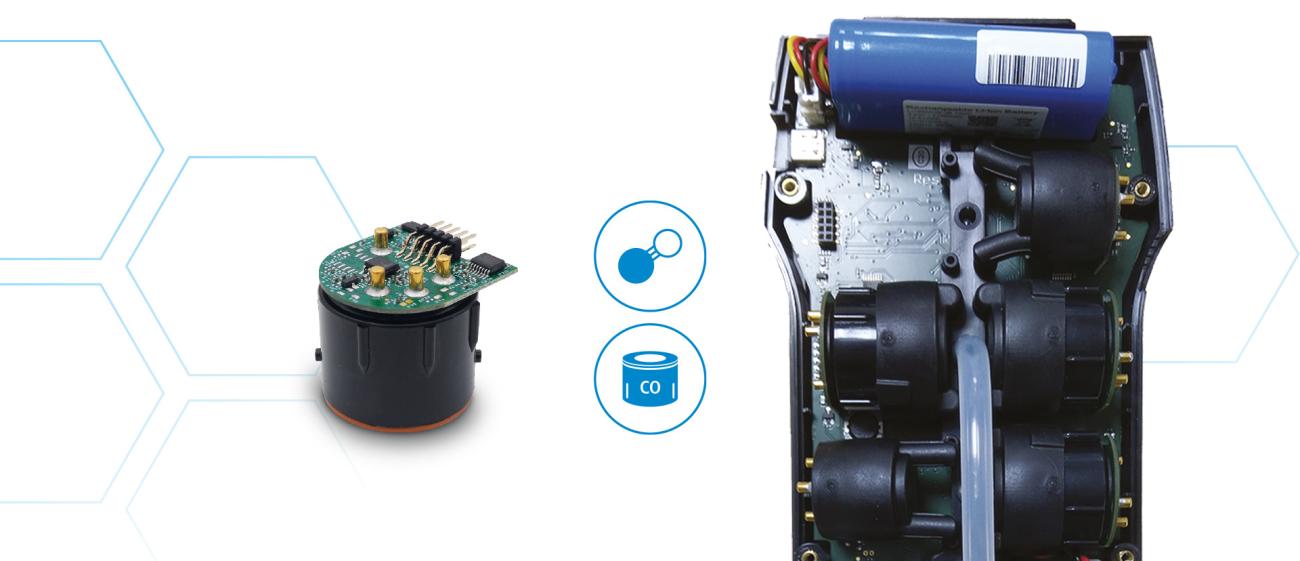
A combustion gas analyser works by capturing the exhaust gases from a fuel-fired boiler or an internal combustion engine. These gases are then distributed to a series of measurement cells, each containing a sensor designed to measure the concentration of a particular gas.
Aside from being toxic to living organisms, CO can also damage measurement systems and components. That’s why CO dilution is first and foremost a “hack” that protects the CO measurement cell inside a combustion gas analyser.
The exhaust gases produced by a properly configured boiler or engine typically contain low amounts of CO. But a combustion gas analyser used on other systems can be exposed to high concentrations of this gas, which needs to be diluted.
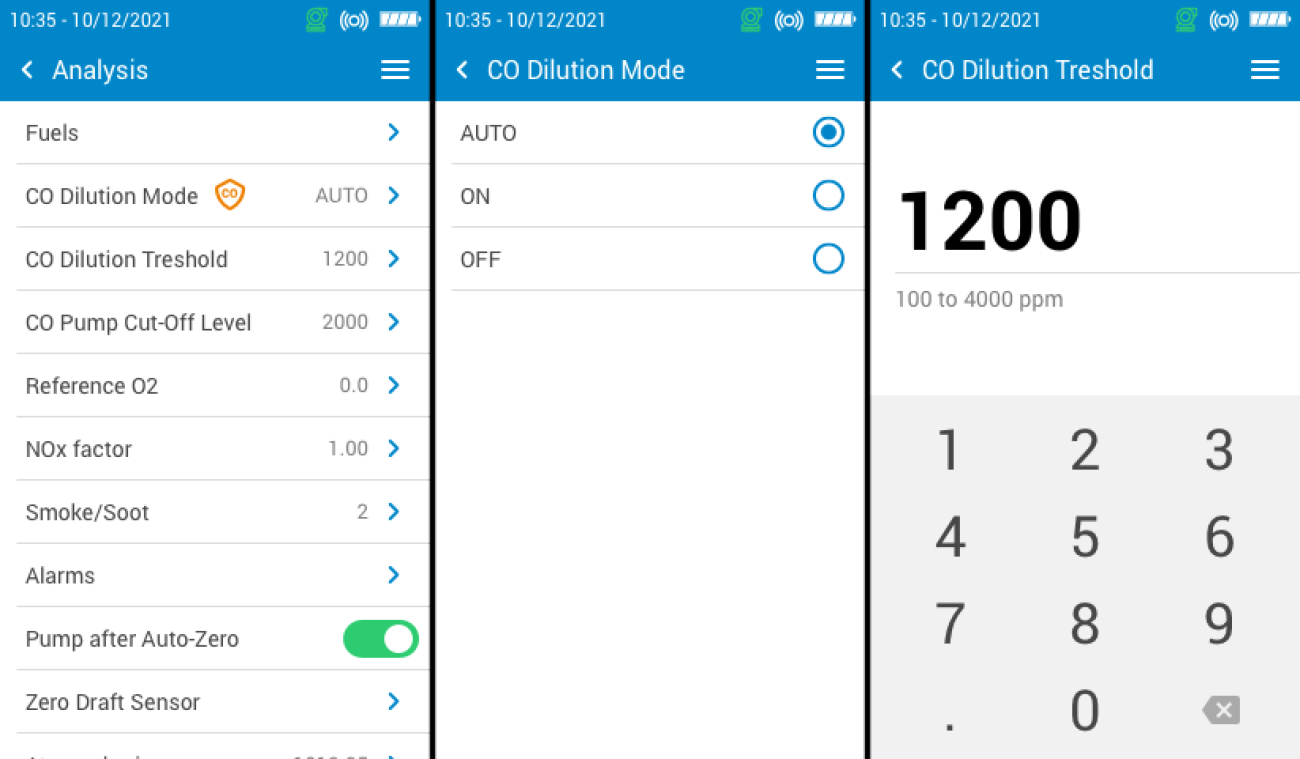
The dilution system kicks in automatically when the CO concentration value exceeds a user-defined threshold. It’s generally advised to set a threshold of around 500 parts per million (ppm), or perhaps slightly higher for especially robust cells. The lower the threshold, the higher the degree of protection of the CO measurement cell. For this reason, there’s no point overburdening the cell with particularly high concentrations (the threshold for our Si-CA 230 analyser can be set at between 100 and 4,000 ppm). When this threshold is surpassed, a second pump inside the analyser switches on, drawing in ambient air from outside the exhaust pipe.
This air dilutes the gases captured by the main pump in a controlled manner. Since the analyser knows the extent of this dilution effect, it can recalculate the concentrations recorded by the cells to produce the actual values. This, in a nutshell, is how a CO dilution system works: it reduces the concentration of the gas in order to protect the CO measurement cell.
In what circumstances is CO dilution particularly important?
- For engineers who routinely use their analyser with high-powered or poorly maintained systems. In these cases, CO dilution will dramatically reduce the cell’s exposure, potentially extending its lifespan by several months or even years.
- For engineers who want to save time performing successive analyses, in which case the instrument needs to be able to continue taking measurements undisturbed until the boiler is fully configured. Without CO dilution, the concentration of this gas could become too high, forcing the engineer to pause the process while the fumes are expelled from the analyser.
- For engineers working on a broad spectrum of systems, from high-powered heat-generating machines to often clogged domestic boilers, which emit large amounts of CO.
- For oil-fired or wood-burning boilers, which are more likely to emit CO in high concentrations.
- For analyses performed immediately after the boiler’s heating unit has been cleaned, when unavoidable residues will burn, releasing high amounts of CO for a few minutes once the boiler is switched on.

What happens if your analyser doesn’t have a CO dilution system?
If your analyser doesn’t have a CO system, it’s not the end of the world. In fact, it’s perfectly fine to bypass this option as long as you take a few precautions:
- Choose an analyser with a robust CO measurement cell that can handle high concentrations without failing. Our Si-CA 030 and Si-CA 130 models fit the bill perfectly – and they’re among a select group of models at this price point that come with cells capable of handling CO concentrations of up to 8,000 ppm. At this level, they’re compatible with the majority of domestic and commercial combustion systems.
- Wait for the CO spike that occurs when a boiler is switched on to subside, especially if the heating body has just been cleaned. CO spikes are perfectly normal: they happen every time the combustion process begins, regardless of the fuel being burned.
- Use a smoke pump for oil-fired boilers in order to avoid nasty surprises due to clogging or improper configuration, both of which will cause the boiler to release heavily laden fumes. Using this type of pump will also protect the smoke filter in the water trap on the probe connector pipe.
- Make sure you set a threshold so that the analyser will shut down if the CO concentration exceeds a certain level. This is very much an exercise in compromise: you want to extend the cell’s lifespan, but you also want to be able to keep analysing and configuring boilers that emit high amounts of CO. For a rating of 8,000 ppm, setting a threshold below 5,000 ppm will make your cell last longer, whereas a threshold of 7,000 ppm will let you work on a wider range of boilers.
Our Si-CA 030 and 130 analysers feature an automatic pump cut-off system, with a user-adjustable threshold of between 1,000 and 8,000 ppm. The threshold on our Si-CA 230 model can be set as high as 10,000 ppm.



Add new comment